龍門刨床是一種用于加工大型、狹長機械零件的大型加工設備。龍門刨床是機械工業的主要工作母機之一,在工業生產中占有重要的位置
龍門刨床分類
按刨床的結構特征可分為二類:牛頭刨床、龍門刨床和插床。其應用范圍各有不同。
龍門刨床工作情況
刨臺在刨削過程中不斷地作往復運 動每往復一次即為一個周期。在這一個周期內,刨臺的速度是變化的。在刨刀初接觸工件時,要低速,防止刀具崩壞;切削段的速度是操作者選定的切削速度;返回 段屬于空行程,為了提高工作效率,返回速度盡可能高一點;返回結束前,為了減少沖力,又應將速度降至零后轉向進入下一周期。往復運動的速度變化,由刨臺下 面的無觸點接近開關控制。輔助部分包括潤滑泵、橫梁升降、抬刀與進刀、左右刀架、垂直刀架控制回路等。
龍門刨床型號
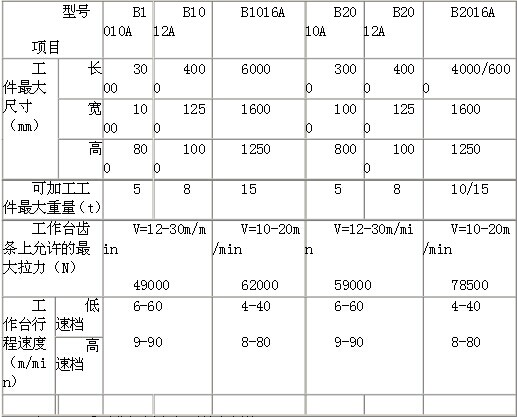
由于需要,目前A系列龍門刨床仍然在繼續生產,其電氣控制系統在貫徹新的國家標準時作了一系列的改進。A系列龍門刨床有B1010A、B1012A、B1016A、B2010A、B2012A、B2016A等六種。型號B表示刨床,第一個數字1表示 在單位柱稱為單臂,2表示雙立柱稱為龍門。第二個數字0表示基型。第三四個數字表示最大刨削寬的1/100,單位為mm,因此10、12、16分別表示刨 削寬度最大為1.0、1.25、1.6m等,它們是成等比級數的,公比為1.25.A表示第一次改型設計,A系列龍門刨床主要技術規格見表2—1。
龍門刨床電氣控制系統改造技術發展史
龍門刨床電氣控制系統主要用于控制工作臺按要求速度自動往復循環運動,刀架進刀、退刀、橫梁升降以 及他們之間的連鎖控制。早期傳統的龍門刨床電氣控制系統通常為繼電一接觸器控制,該系統連線復雜,體積大,自動化水平低。因而造成了使用企業的生產率低下,效益差。
龍門刨床工作臺最早采 用交流感應電動機拖動并實現正反向的方案,和用交流電動機通用電磁離合器實現正反向的方案,以及用交流電動機通過液壓系統實現正反向的方案。后來使用較多 的是直流發電機一電動機組的拖動方案。而這種方案又有兩類:一類是自勵放大機控制并改變發電機勵磁進行調整的方案;另一類就是采用交磁放大機控制并改變發 電機勵磁的調整方案。六、七十年代,由于微電子技術的發展,出現了由晶閘管直接供電的直流調速系統拖動龍門刨床工作臺的方案。但直流電動機本身結構上存在嚴重的問題,它的機械接觸式換向器不但結構復雜,制造費時,價格昂貴,而且運行中容易出現故障。隨著交流變頻調速技術的發展,使交流電動機拖動龍門刨床工 作臺成為可能,并得到廣泛的應用。
現在運用最為廣泛,性價比高,且使用效果明顯的龍門刨床電氣控制系統主要有兩種,一種是PLC和直流調速器進行主軸控制和邏輯控制;另一種就是PLC和變頻器進行電氣控制。
具體采用哪一種方案,可根據現場龍門刨床的情況確定。
以上兩種方案基本取代了傳統的繼電器控制,采用PLC對它進行技術改造,便能取得很好的效果, 使用及后期維護方便。





 手機版網
手機版網